
மெட்டல் டை காஸ்டிங் என்றால் என்ன?
டை காஸ்டிங் என்பது ஒரு அச்சு மூலம் உருவாக்கப்பட்ட உலோக பாகங்களை உற்பத்தி செய்யும் செயல்முறையை குறிக்கிறது.இந்த செயல்முறையானது உயர் தரம் மற்றும் மீண்டும் மீண்டும் செய்யக்கூடிய ஒரு வெகுஜன உற்பத்தி அளவில் தயாரிப்புகளை உருவாக்க அனுமதிக்கிறது.உயர் அழுத்தத்தின் கீழ் உருகிய உலோகத்தை இறந்த வார்ப்புக்குள் கட்டாயப்படுத்துவதன் மூலம் செயல்முறை தொடங்குகிறது.டையில் ஒன்று அல்லது பல துவாரங்கள் இருக்கலாம் (குழிவுகள் என்பது பகுதி வடிவத்தை உருவாக்கும் அச்சுகள்).உலோகம் கெட்டியானதும் (20 வினாடிகள் வரை) பின்னர் டை திறக்கப்பட்டு, ஷாட் (கேட்ஸ், ரன்னர்கள் மற்றும் பாகங்கள் அனைத்தும் இணைக்கப்பட்டுள்ளன) அகற்றப்பட்டு, செயல்முறை மீண்டும் தொடங்குகிறது.டை காஸ்டிங் ஆபரேஷனைத் தொடர்ந்து, ஷாட் வழக்கமாக டிரிம் டையில் மேலும் செயலாக்கப்படுகிறது, அங்கு கேட்ஸ், ரன்னர்கள் மற்றும் ஃபிளாஷ் ஆகியவை அகற்றப்படுகின்றன.பின்னர் அதிர்வு நீக்கம், ஷாட் பிளாஸ்டிங், எந்திரம், ஓவியம் போன்றவற்றின் மூலம் பகுதியை மேலும் செயலாக்க முடியும்.
டை காஸ்டிங்கின் நன்மைகள்
அலுமினியம் டை காஸ்டிங் என்பது பல்வேறு தொழில்களில் பயன்படுத்தப்படும் அலுமினிய வார்ப்பு பாகங்களை தயாரிப்பதற்கான மிகவும் பொதுவான செயல்முறையாகும்.அலுமினியம் ஒரு சிறந்த பொருள் ஓட்டம், அதிக அரிக்கும் எதிர்ப்பு மற்றும் சிக்கலான பாகங்கள் வடிவத்துடன் உயர் பரிமாண நிலைத்தன்மையைக் கொண்டிருப்பதால்.
அலுமினியம் டை காஸ்டிங் பகுதி அதிக இயந்திர வலிமை கொண்டது, வார்ப்பதற்கு எளிதானது மற்றும் துத்தநாகம் அல்லது மெக்னீசியம் டை காஸ்டிங் பாகங்களுடன் ஒப்பிடும்போது குறைந்த விலை கொண்டது.
அலுமினியம் டை காஸ்டிங் பாகங்கள் அதிக வெப்பநிலையைத் தாங்கும் சிறந்த இயற்பியல் பண்புகளைக் கொண்டுள்ளன, இதனால் அலுமினிய வார்ப்பு வாகனம், விமானம், மருத்துவம் மற்றும் பிற தொழில்துறை தயாரிப்புகளில் பயன்படுத்தப்படலாம்.
ஐந்து படிகள்
படி 1. பொருள் உருகுதல்
அலுமினியம் மிக அதிக உருகுநிலையை (660.37 °C) கொண்டிருப்பதால், அதை நேரடியாக டை காஸ்டிங் இயந்திரத்தில் உருக முடியாது.அதனால்தான் அதை இணைக்கப்பட்ட உலை மூலம் முன்கூட்டியே உருக வேண்டும்ஒரு இறக்கும் வார்ப்பு இயந்திரம்.
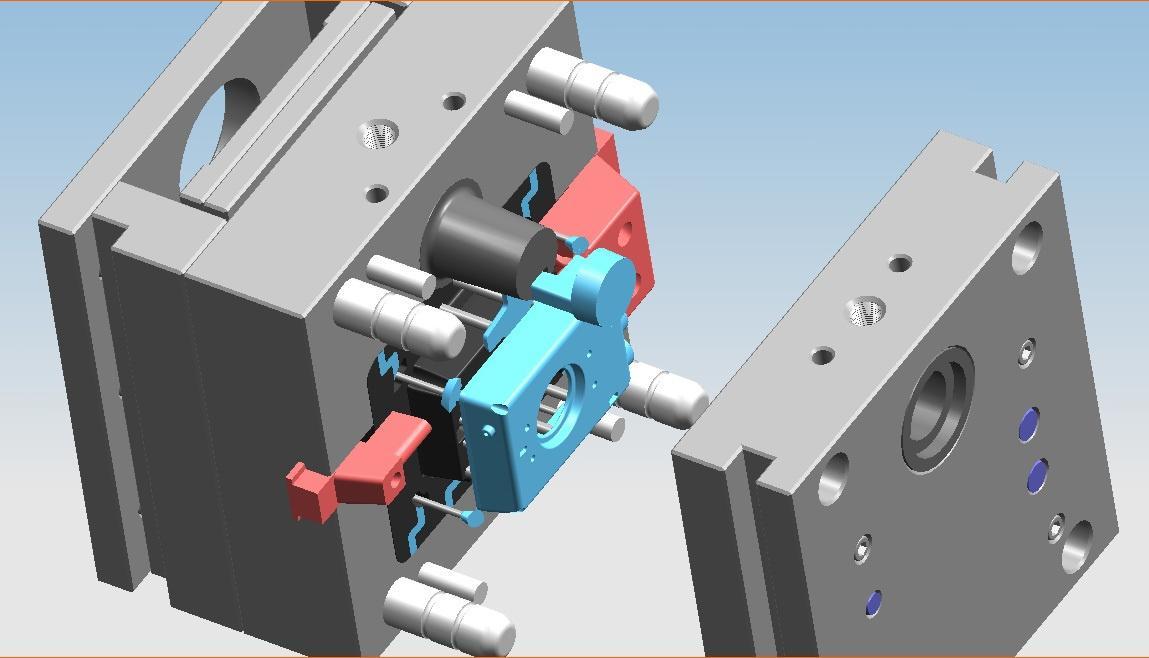
படி 2. மோல்ட் டூல் மவுண்டிங் மற்றும் கிளாம்பிங்
இது ஏறக்குறைய இன்ஜெக்ஷன் மோல்டிங்கைப் போன்றது, டை காஸ்டிங் செயல்முறைக்கு வார்ப்பு செயல்முறைக்கு ஒரு அச்சு கருவியும் தேவை.எனவே, குளிர்ந்த டை காஸ்டிங்கில் டை காஸ்டிங் மோல்ட் கருவியை ஏற்ற வேண்டும்இயந்திரம்.

படி 3. ஊசி அல்லது நிரப்புதல்
உருகிய பொருள் உலையில் இருந்து வார்ப்பு இயந்திரத்திற்கு நகரக்கூடிய லேடில் மூலம் மாற்றப்படுகிறது.இந்த நிலையில், பொருள் ஊற்றப்பட்டு, அங்கு டை காஸ்டிங் அச்சு குழிக்குள் கட்டாயப்படுத்தப்படும்தேவையான வார்ப்பு தயாரிப்புகளைப் பெற, பொருள் குளிர்ந்து திடப்படுத்துகிறது.
படி 4. குளிர் மற்றும் திடப்படுத்துதல்
டை காஸ்டிங் மோல்ட் கருவி முழுவதுமாக உருகிய பொருட்களால் நிரப்பப்பட்ட பிறகு, அது குளிர்ந்து திடப்படுத்த 10 ~50 வினாடிகள் ஆகும் (இது பகுதி அமைப்பு மற்றும் அளவைப் பொறுத்தது).
படி 5. பகுதி வெளியேற்றம்
அச்சு திறக்கும் போது, வார்க்கப்பட்ட பாகங்கள் டை காஸ்டிங் மோல்ட் கருவியில் இருந்து வெளியேற்றும் ஊசிகளால் வெளியேற்றப்படும்.பின்னர் மூல வார்ப்பு பாகங்கள் தயாராக உள்ளன.
டை காஸ்டிங் பாகங்கள் ஷோகேஸ்

விரைவான முன்மாதிரி கருவி பகுதி

மாஸ் புரொடக்ஷன் டை காஸ்டிங் பாகங்கள்

கஸ்டம் டை காஸ்டிங் பகுதி

ஃபினிஷிங் சிகிச்சை இல்லாமல் டை காஸ்டிங் பாகம்

முன்மாதிரி கருவி பகுதி







